
9·
1 day agoThe 1.0 release is around the corner. It’s only a matter of a few weeks. It has the toponaming problem fixed and a built in assembly toolbox!
The 1.0 release is around the corner. It’s only a matter of a few weeks. It has the toponaming problem fixed and a built in assembly toolbox!
I’m interested to hear how it turns out!

Not true about xmpp in general. There are modern clients out there.
What’s your problem with xmpp?
Uhh, thanks a lot for that explanation. I’ll try installing some wiktionaries then.
I don’t get it. Is this for translating words or an encyclopedic dictionary. I need a translating one.
Do yourself a favor and learn FreeCAD!
That’s interesting. I’ve never noticed issues either but then again I usually keep the spools in sealed abgs with silica
Coult be AI generating the message. Just kidding
Actually, it’s part of the vulva closing process.
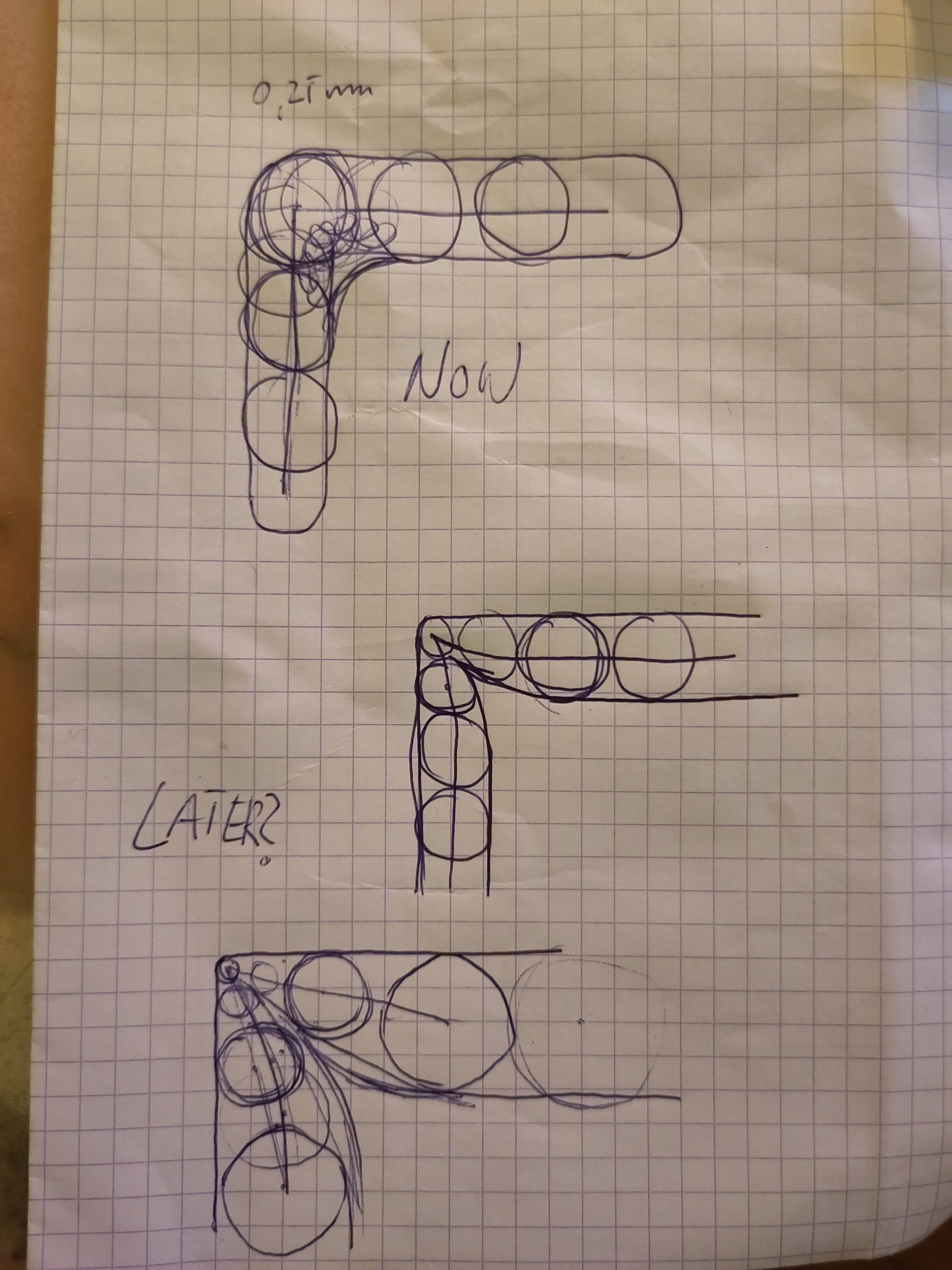
It’s worth a look but I really suspect PA to be the culprit here. The differences between the layers are probably explained by the feed rate after or before the turn due to different path planning.
Most probably PA. You should try adjusting it while printing using some g-code console. This way you get immediate feedback. What they often don’t tell you is that pressure advance is not something you can calibrate once and forget, it’s dependent on material, temperature, nozzle diameter and also a lot on feed rate and extrusion rate.
The need for PA and precise tuning is more pronounced the higher changes in extrusion rate you have eg, you print very fast or with wide or high layers.
Just play around with it a bit and I’m sure that you’ll find a better value after some layers.
There are even macros that try to remove the feed rate dependency by effectively replacing every g-code that adjusts feed-rate by a combination of the original g-code pre-ceded by an adjustment of PA. I haven’t tried them out yet though.
What’s weird is the differences of the effect between the layers. Is the every layer the same or is the path different for different layers? Maybe post some images of the inside of the model.
Remeber, the more boxes you have, the more advanced you are as an admin! Once you do his job for money, the challenge is the exact opposite. The less parts you have, the better. The more vanilla they are, the better.
Is it food grade though ^^
You could try moving Z to +100mm and just measure with a ruler to make sure it’s at least in the correct range.
You z-step might be off. I.e. z is moving too far each layer.
I think you’re talking about those RC servos, no?
You could investigate PVB which can be smoothed. It does soften at a low temperature though so you can’t cook it or wash it in the dish washer. If it’s well smoothed you can wash it with warm water and soap though.
Interesting technology those peltier dehumidifiers. I had never heard of them.
My question would be about efficiency. I could imagine this working well in a very humid environment to save your filament.
From my limited understanding of the physics of wet air I would imagine that it’s tough to remove humidity via condensation when the air is already pretty dry.
Why not just remove the spool after your last job of the day and store it in a plastic zip-lock bag? That saves power, production of a peletier dehumidifier and cost of buying one. I do this and never had trouble with wet filament.

{kind=link}
{kind=link}
{kind=link}
Full agree!! I use the dev version too!